547
547
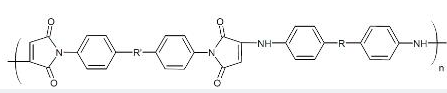
El polvo de resina de poliimida PIR-001 es copolimerizado de poliimida sin relleno por BMI / MDA con flexibilidad modificada y tamaño de partícula ultrafino: más de 800mesh, ampliamente utilizado en muelas abrasivas unidas con resina, herramientas abrasivas y resina de matriz para materiales compuestos, etc.
Nota: 1.Diferentes tipos de poliimida con diferentes aplicaciones también disponibles
2.BMI/MDA abbr. of bismaleimide/4,4'—methylenedianiline
Estructura de la base:
Propiedades (Los siguientes son solo ejemplos que no se leen como valores garantizados)
| Visual/Solubilidad | Polvo amarillo fino / soluble en DMF, DMAC,etc. |
| Pureza% | > 98.5 |
| Densidad | 1.32g/cm3 |
| Tamaño de partícula | >800mesh/<20um: Tamaño personalizado disponible |
| Temperatura de curado (°C) / Presión (MPa) | 220-230/30-60 |
| Temperatura de reblandecimiento (°C) | 90-120 |
| Temperatura de Martin (°C) | 260 |
| TGA260(℃)24hr/300(℃)24hr | <1.5% (mainly moisture loss) |
| Tg(℃) | 330 |
| Resistencia a la tracción (MPa) | 113.4 |
| Elongación | >5% |
| Resistencia a la flexión (MPa) | 160 |
| Módulo de flexión (MPa) | 3500 |
| Resistencia a la compresión 10% (MPa) | 150 |
| Resistencia al impacto sin muescas KJ/m² | 65 |
| Resistividad superficial | 1 x 1015 |
| Constante dielétrica | 3.5 |
Embalaje: cartón o tambor después de sellado por una bolsa de película de plástico Peso neto: 20kgs / cartón Vida útil: 2 años
Nota: 1. Dado que las resinas de poliimida son higroscópicas, seque previamente a 250 ° F (120 ° C) durante un par de horas antes de cualquier uso
2. Toda la información anterior se basa en nuestro mejor conocimiento, no se lee como garantías. Derecho reservado para correcciones.
3. Póngase en contacto con nosotros si los requisitos de personalización.